

A mai PDC fúrófejek mátrixként való kialakítása alig hasonlít a néhány évvel ezelőttihez. A szakítószilárdság és az ütésállóság legalább 33%-kal, a forrasztási szilárdság pedig ≈80%-kal nőtt. Ugyanakkor a geometriák és a tartószerkezetek technológiája is fejlődött, ami robusztus és produktív mátrixtermékeket eredményezett.
Vágóanyagok
A PDC vágógépek keményfém alapanyagból és gyémántszemcséből készülnek. A körülbelül 2800 fokos magas hő és a körülbelül 1 000 000 psi nyomás alkotja a tömörített anyagot. A kobaltötvözet katalizátorként is működik a szinterelési folyamatban. A kobalt segíti a keményfém és a gyémánt kötését.
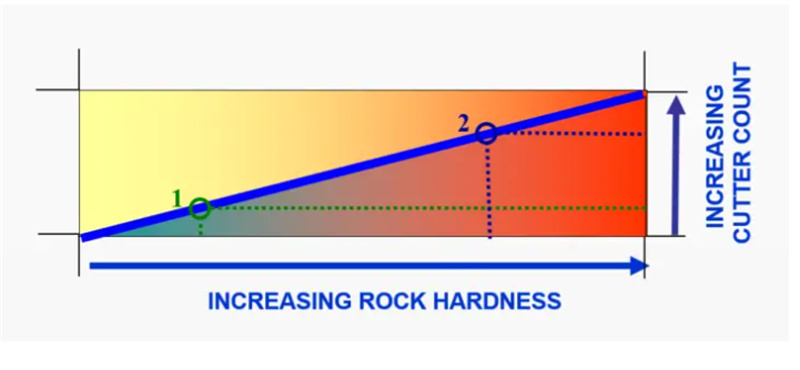
Vágók száma
Lágy PDC biteknél általában kevesebb marót használunk, mivel minden maró nagyobb forgácsolási mélységet távolít el. Keményebb formációknál elengedhetetlen több maró használata a kisebb forgácsolási mélység kompenzálására.
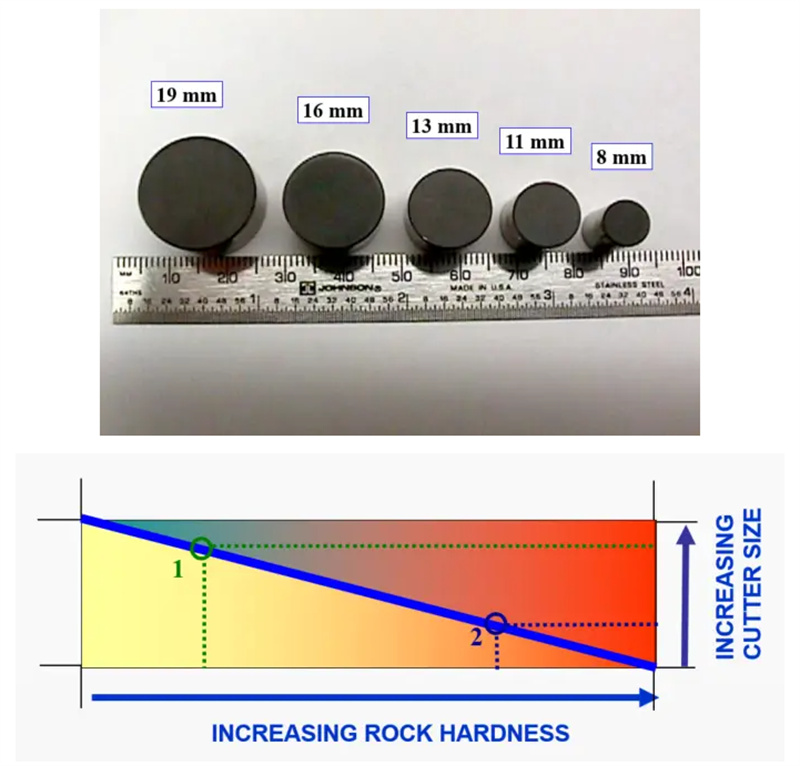
PDC fúrófejek – vágófejek mérete
Lágyabb formációkhoz jellemzően nagyobb marókat választunk, mint keményebb formációkhoz. A standard mérettartomány általában 8 mm-től 19 mm-ig terjed bármely fúrófej esetében.
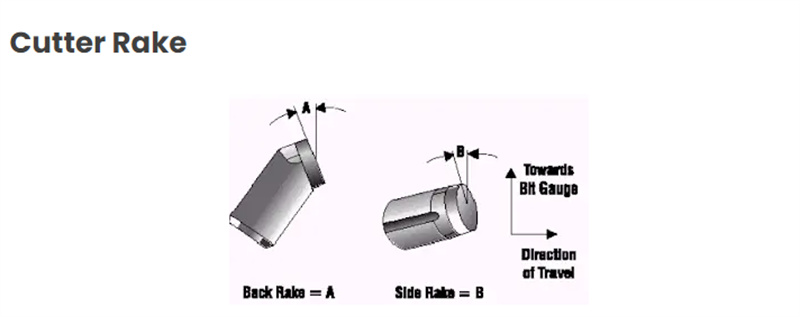
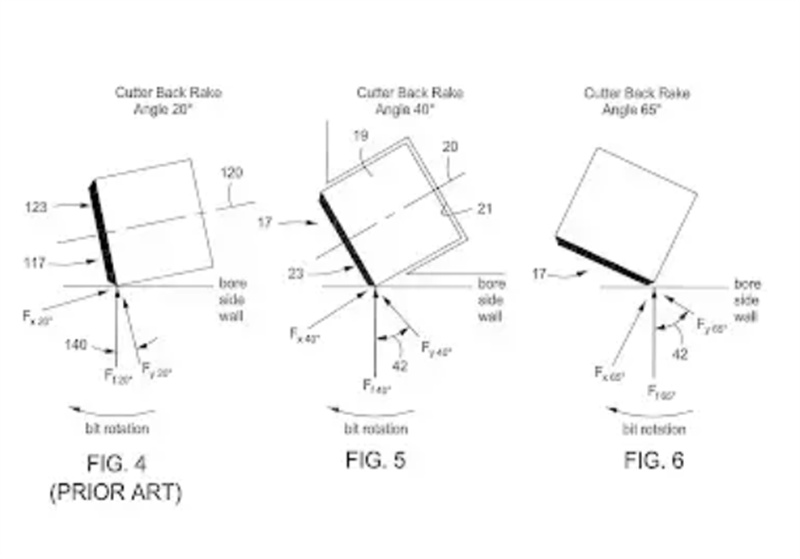
A vágóállvány tervezési tájolását általában hátsó és oldalsó homlokszögekkel írjuk le.
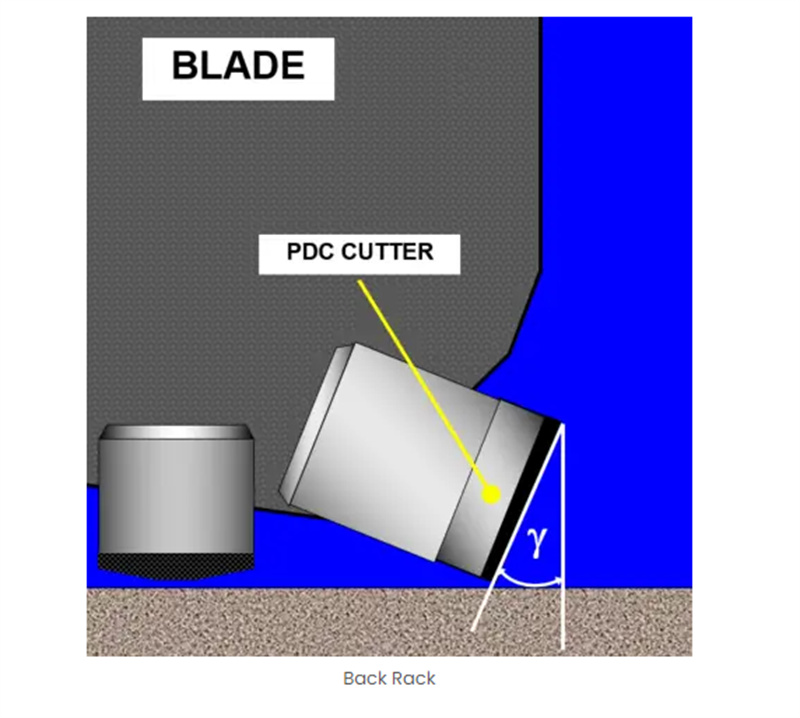
● A marószerszám hátsó dőlésszöge a marószerszám felülete és a formáció közötti szög, amelyet a függőlegeshez viszonyítunk. A hátsó dőlésszögek jellemzően 15° és 45° között változnak. Ezek nem állandóak a fúrószerszámon keresztül, sem fúrószerszámonként. A PDC fúrószerszám dőlésszögének nagysága befolyásolja a behatolási sebességet (ROP) és a marószerszám kopásállóságát. A dőlésszög növekedésével a ROP csökken, de a kopásállóság növekszik, mivel az alkalmazott terhelés most sokkal nagyobb területre oszlik el. A kis hátsó dőlésszögű PDC marók nagy forgácsolási mélységet vesznek fel, ezért agresszívabbak, nagy nyomatékot generálnak, és gyorsabb kopásnak, valamint nagyobb az ütés okozta sérülés kockázata.
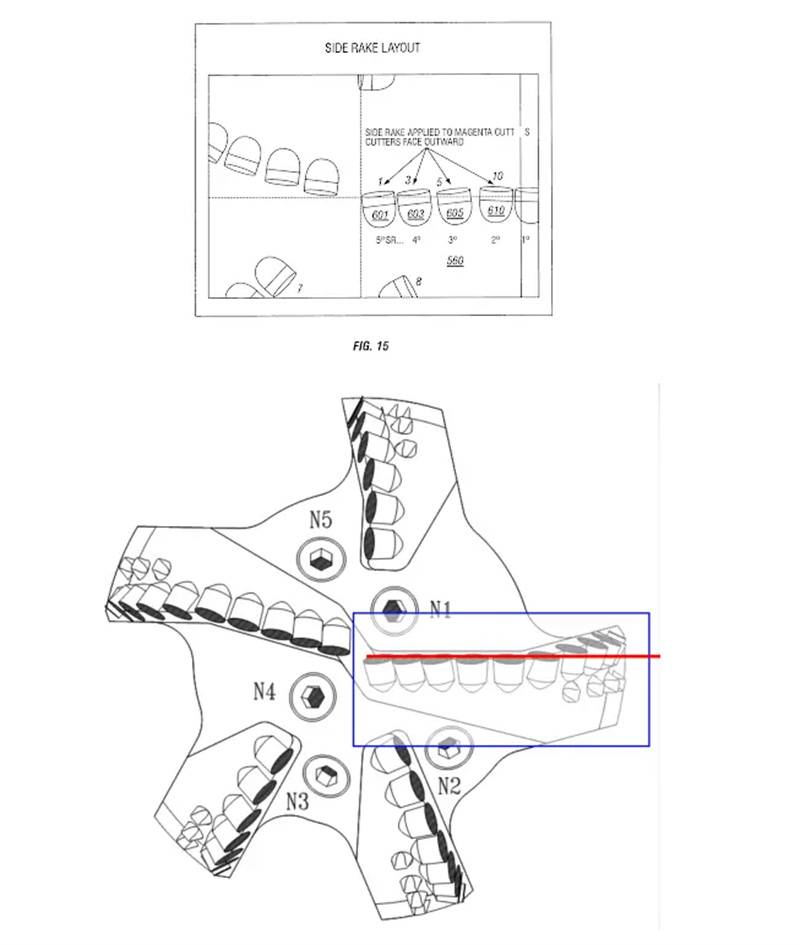
● A vágóél oldaldőlése a vágóél balról jobbra történő orientációjának megfelelő mérték. Az oldaldőlési szögek általában kicsik. Az oldaldőlési szög a forgácsok mechanikusan a gyűrű alakú felület felé irányításával segíti a furattisztítást.


Közzététel ideje: 2023. augusztus 10.